PRODUCT INFO規格品「長穴栓ゲージ」のご紹介
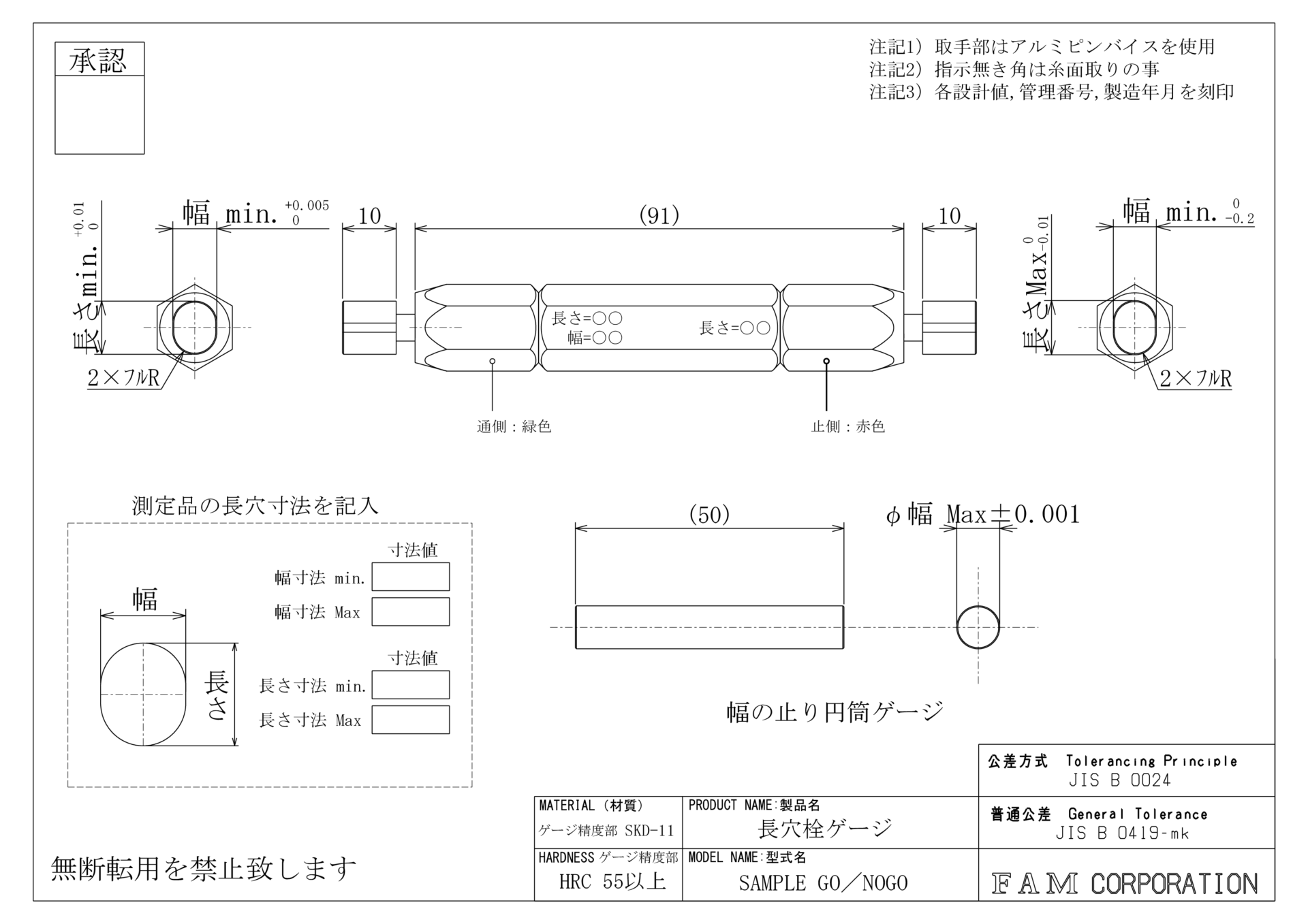
ファム製 長穴栓ゲージです。⻑⽳栓ゲージを使用することで、誰でも簡単・正確に長穴の合否判定が可能です。測定品の【幅寸法・長さ寸法】の【最大寸法・最小寸法】を入力することで御見積り可能です。
規格品「長穴栓ゲージ」






規格品「長穴栓ゲージ」のご紹介
「現在、⻑⽳の中間検査をノギスまたは、顕微鏡で⾏っている。」→しかし!ノギスでは測定精度にばらつきがでてしまい、顕微鏡では時間がかかりすぎている。そしてこの測定⽅法では平⾯上しか測定できない。
長穴栓ゲージを使えば!
今まで苦労して検査していた物が、簡単で早く正確に検査できるようになり、効率が上がります。
規格品「長穴栓ゲージ」の特徴
- 下記のフォームに、測定品の【幅・長さ】の【Max.寸法・Min.寸法】を入力することで御見積り可能です。
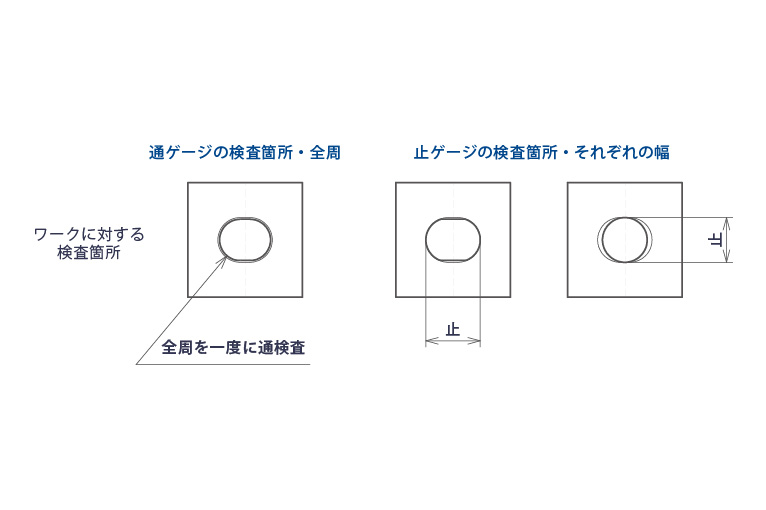
※長さMax と幅Max をそれぞれ単独で検査するため、2種類の止ゲージを使用します。通ゲージは形状全体を一度に検査 - 納品の際には0.001mm単位の測定表を添付致します。
また、ご希望により測定機器の校正証明書を添付致します。(別途費用) - 納期:受注後実働22日(応相談)
- その他のサイズ・特注形状も対応可能です。お気軽にご相談ください。
材質
| SKD-11 | HRC 55 以上 |
|---|

